地区周边区域
规格齐全
优势品质好,价格实惠,现货批发
特点送货上门
服务对象施工单位、个人、企业
材质Q235
抗压强度强
用途平台,走道,栈桥,沟盖,井盖,梯子,围栏等
制作工艺焊接
加工定做是
厚度3-10mm
宽度200-1000mm
长度200-3000mm
承载强度1-500kn
加工服务可定做
执行标准国标
是否进口否
表面处理热镀锌
不锈钢丝网的焊接工艺必须考虑板材数据的影响,形状数量、尺寸、约束条件、焊接参数的尺度以及焊接过程中涉及的影响因素。停
钢和钢丝焊接而成,钢格栅一般采用合金焊接,形成许多井形花纹。稳定器可防止钢网穿过人行道。格栅应通过焊机通道进入,以避
走廊的钢筋网板以钢架板装配设备为基础,不能水平移动,也不能在支撑架后面封闭。两个扁钢支撑底座的钢板支撑长度必须至少为
槽钢和活动槽钢网架必须使用固定装置固定在钢架上。设备夹具可安装在需求侧,避免元件移位。除了不锈钢数据设备设备外,
钢生产设备设备。建议夹紧螺栓的外部进行热浸镀锌。螺栓直径为 8 毫米或更大。每个模板都应与设备固定装置一起使用。钢板不仅
全,还要满足在其上行驶的车辆的需要。这就增加了对钢板承载能力和刚度的要求。座椅技术员的座椅规划和流程要求在下面详细描
必须满足跨度型式要求,扁钢两端与横梁的搭接距离至少为25mm。在详细计划中,可以根据制造工艺和设备现场施工情况调整钢网
准。如图所示,选项 A 将钢板沿其长度分为两部分。这种重定位方法便于手动迁移。下一个计划。该方法适用于现场起重设备,其实
关,便于完成生产加工的总体规划。对于小型合同,计划是避免不合格的板材、不合格或仍然过高的运输成本要求。根据以上条件,
大于或等于钢梁的跨度,且不应超过4米。
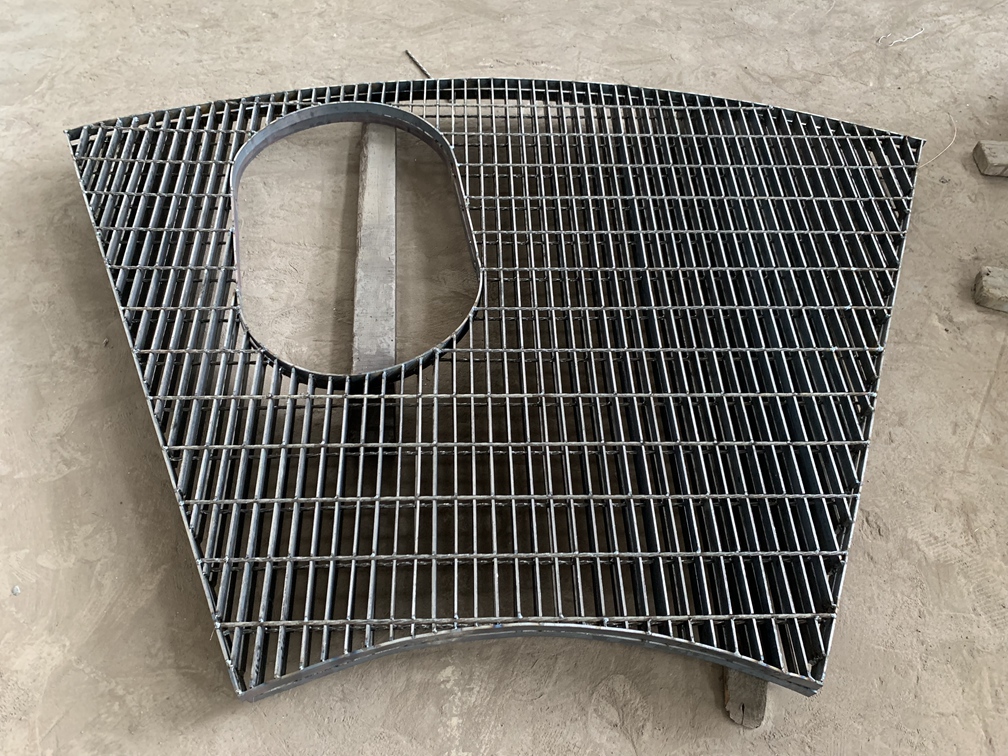
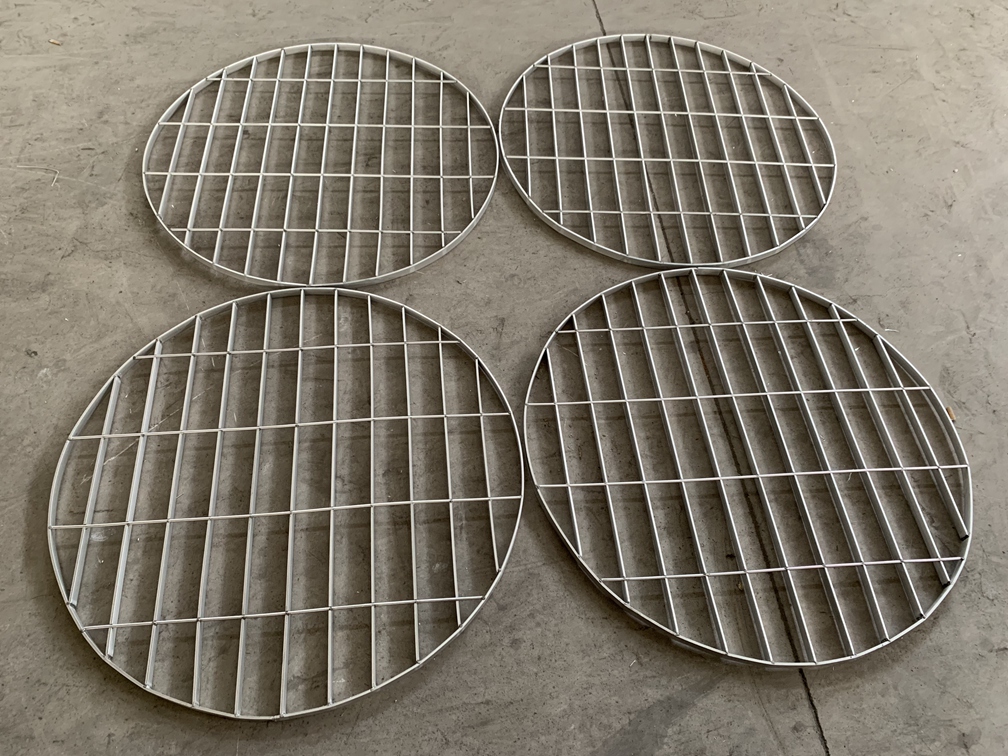
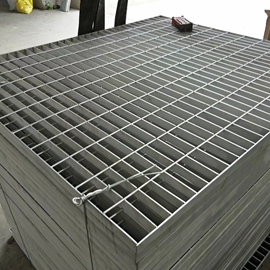
钢格栅板是一种由承载扁钢与横杆按照一定的间距正交组合,通过焊接或严肃哦加以固定的开敞板式钢结构件。

承重扁钢间距和钢筋间距可根据教学设计的发展要求,根据市场供求情况确定。作为工业技术平台,建议扁钢间距工作载荷不大于40mm,钢筋间距机构不显著大于165mm。当装载扁钢完成后,应使用与装载扁钢规格相同的扁钢包边。在场合,可采用不同型材或肋板直接包裹边缘,但边缘板的截面积单位不得超过扁钢承载系统的截面积。封边应采用单边角焊,焊接高度不得小于轴承扁钢厚度,焊缝长度不得小于轴承扁钢实际厚度的4倍。在复板不承受水平荷载的情况下,允许在无位置焊接4个装载的扁钢,但距离不应超过150mm。在复板承受压力载荷的情况下,垫片不允许焊接,企业必须全部焊接。网格板镀锌层的厚度使其不符合国家标准管理要求,将直接影响公司产品的使用寿命。对钢格栅镀锌层厚度研究不足的原因分析如下。锌浴温度对栅格板的影响。当锌溶液温度不低于430℃时,锌与铁的扩散速率较低,难以形成足够的fe-Zn合金层。整个过程涂层都很薄。随着它继续上升,锌液变薄,锌层变薄。因此,教师必须建立严格的锌液温度内部控制,以保证钢格栅质量的稳定。栅板在锌溶液中停留一段时间的影响。钢格板在锌溶液中的停留时间有一定的时间范围。根据钢板的厚度来确定,随着传统镀锌时间的延长,镀层结构的厚度会增加,但是过度延长镀锌时间会使锌层变脆,影响使用寿命的质量。栅格板吸收了锌槽学习方法的影响。钢格从锌液中拔出时,应垂直拔出,拔角时锌层会变薄。因此,在拔出锌罐时,钢格栅应保持垂直。
钢格栅板的制作方式:
有机器压焊和手工制作两种.机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的钢格板。
手工制作的钢格板是先在扁钢上冲孔,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,而且不可能每个接触点都进行焊接,因此焊接不牢固,强度有所降低。
钢格栅板安装前的准备
1、钢格栅板的安装在相应钢梁完成以后且涂覆完中间漆、防火涂料进行安装,采用钢梁上架板搭设平台的方法边安装边移动;
2、现场质量管理人员对进场钢格板其品种、材质、规格、涂层和外观质量进行仔细检查,并核对设计图纸和质量文件,确保进场产品符合设计要求和国家现行的产品标准;
3、结构验收后,板料吊运前,认真清除钢梁上的油污、油漆及杂物。保持清洁,严防潮湿,对有弯曲变形处矫正完毕;
4、钢格栅板的铺设须在高强度螺栓终拧、楼层梁焊接超探合格、引弧板清除、节点补中间漆、防火涂料和临时的安装等完成后进行;
5、按钢格板的铺设图,测放出铺设位置线并用魔线标注在钢梁上翼缘平面上;
6、安装前请先仔细阅读图纸和装箱单,然后按图和装箱单拆包装,当出现排版和现场情况不符时,不得任意在现场切割,仔细核对图纸和排版图。
公司以市场为导向,客户需求为中心,一如既往地以优惠的价格、产品为广大用户和工程项目提供的服务。公司热忱希望与国内外新老客户、设计院、研究所携手合作,互惠互利,共建精品工程,共创,欢迎各位新老客户来电垂询。
http://www.gzmggb.com