板材厚度3mm可定制
扁钢宽度30mm ,40mm ,50mm ,60mm
扁钢间距30mm、40mm可按需定制
表面处理热镀锌、冷镀锌及不处理
产品特点通风,采光,散热,防滑
工艺人工焊接
颜色银白色
编号03
是否防砸是
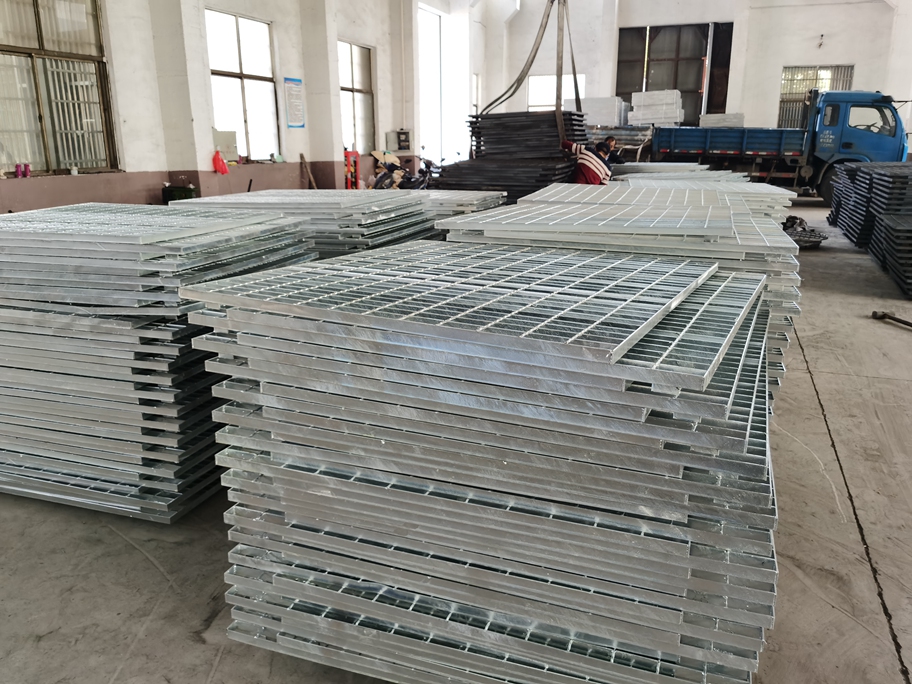
运输物流运输
数量10000
可售卖地全国
用途建筑工地、电厂、船厂等
网孔长100mm可按需定制
是否跨境源否
材质304不锈钢 Q235 热镀锌
抗压能力高强度承压
规格平面型扁钢,锯齿形扁钢,I型扁钢
组合方式常规组合(扁钢和麻花钢/圆钢)
扁铁间距40mm
钢格板焊接,不是扁钢直,而是把扁钢直接放在模具焊接上,表面看起来直,其实热镀锌钢板有强烈的内应力,假设外加较强的外力,内应力会显示,钢板形状变成水平弓。因此如何避免钢板变形一般要注意以下几点。焊接钢板时,扁钢直后进行技术焊接。假设扁钢出现弯曲扭曲,在钢板焊接中,没有扁钢变直,而是将扁钢直接放在模具焊接上,表面变直,其实钢板有较强的内应力存在。钢板底座少放三,两端和底座部分可放置,必须不仅要放在两端,不要放底座,钢板压力以上多会引起变形,使其成为非水平面。在平稳运输过程中,使力均匀,在装卸车中不易下落硬,应轻型放灯。钢板装置有三种,焊接和固定:钢板(钢格栅)必须焊接在一个点,如携带重物,必须焊接多个焊接点。的缺点是焊接轻微锈蚀,难以保证焊接长时间不会松动;装置夹装置:适用于机械设备的来源,开启时,但在装置过程中,以确保设备的安全;扁钢镶嵌:适合距离盖,钢板(钢格栅)埋入沟,也节省焊接和装置连接,但钢板(钢格栅)槽盖易偷、脚、踏面现象。构成不必要的麻烦。沟盖板产品操作人员在操作时应戴安全帽,固定安全网,开口、栏杆,大部件吊装固定到位,设备放在袋内,沟盖板设备脚手架用绳。钢格板基板的镀锌层未加固,锌层脱落,暴露的钢格板失去了涂层的保护。因此,镀锌层的粘附性是影响镀锌钢晶格板产品数量的关键标题,也是导致镀锌层出现裂纹和脱落的直接原因。下面简要描述以下影响钢格板锌层附着的因素。钢板厂家发现钢板基板的化学特性对锌层附着的影响:热镀锌钢板一般以低碳扁钢为基板,其钢基w(Si较高,实践钢基w(Si)会引起铁锌,合金层剧烈增厚,构成灰白涂层,使镀锌层附着不良。另一种c的影响机制是钢基参与剧烈反应,导致Fe-zn合金层增厚,锌层的附着功能恶化。
如果温度更高,环境肯定会或多或少地变形。如果产品是直接通过焊接安装的,在内应力强的条件下,此时产品会有特别严重的形状变化,这就是内应力的变化,也给客户特别头疼。如果没有线性校准扁钢焊接产品,但为了省事,直接死在顶部的焊接,虽然表面看起来很直钢,但董事会相对强劲的内部压力,如果机器强大的外部力量的影响下,内应力会充分突出,板材外观会有严重变化,直接取弓,为了避免变化,有什么问题必须特别注意。先,当我们在焊接产品时,必须先矫直钢在焊接的过程中,如果看起来弯曲钢,焊接时间,没有钢铁刻度线,将有很强的力量,进行表面处理之前,我们需要产品内部的压力,如果内部压力,这是因为沟盖厂家不注意表面处理,所以会出现这样的情况,而在工业生产中,一般不会出现这样的问题。板的底部应该至少有三个,一般两边,中间位置可以放置,不仅必须是双方,而不是板中间压力将导致变形的产品太多,所以从根本上在水平平面。在运输产品时一定要放得平整一些,这样产品的动力才会更均匀,装卸产品时不得故意放下,一定要轻轻提起。为了避免损坏,在装卸时必须按照沟盖板厂家建议的运输方式进行搬运,以免在搬运过程中对产品造成伤害。

钢格板本发明的钢格板铺设板包括铺设钢格板铺设板和铺设板。铺设钢格板的左侧壁和铺设钢格板的右侧壁设置有路板连接固定块,另外,左侧路板连接固定块和右侧路板连接固定块块匹配嵌入结构。路板连接固定块上端有固定螺栓,斜板上端有斜板防滑颗粒。施工现场的铺路板采用方格铺路网架结构。该结构设计有利于提高使用强度,增强透水性,增加摩擦力,提高防滑性能。此外,本发明的网架结构设计具有更好的减震效果和更低的噪音,其特点是: 1、钢格板为方形网架结构,该结构设计有利于提高网架的使用强度。钢格板;此外,本发明提高了透水性,增加了摩擦力,具有更好的防滑性能,网架结构设计具有更好的减震效果和更低的噪音。另外,在斜板上设置防滑颗粒,有利于工人和手推车的行走,可以起到很好的防滑效果。为了提高摊铺机炉排主体的整体性,摊铺机炉排板和摊铺机炉排板通过固定螺栓连接,摊铺机炉排板和摊铺机炉排板可以围绕固定螺栓旋转和调整。另外,摊铺板主体可根据地形起伏调整,使用地形更广,摊铺作业效率更高。

钢格板的镀锌格子数量主要取决于镀锌层的厚度,它决定了镀锌格子的真伪和质量。镀锌格栅板的厚度一般要求在70μm以上。锌光栅可以达到10微米,这就是我们经常向客户推荐热镀锌光栅的原因。镀锌层的厚度决定了它的耐腐蚀性能,镀锌还是冷镀锌:钢格板有冷镀锌和热镀锌两种,热镀锌钢格板主要是因为它的耐腐蚀性强。但由于冷镀是电镀,即锌盐溶液经过电解处理,镀件表面通常不需要加热,含锌量小,在潮湿的环境中容易脱落环境,热镀锌对环境污染少。热镀锌的主要污染物是酸洗工件的废酸,而冷镀锌的污染物主要是酸洗工件的废酸、电镀废液和废钝化液。冷镀锌的污染物排放量巨大。在热浸镀锌。所以镀锌钢格板要采用热镀锌工艺,钢格板可以做成吊顶。采用钢格板设计制作而成,整个产品的结构看起来比较简单,而且具有很强的观赏性和高强度,这在本产品中是可行的。另外,本实用新型外表面涂有一层锌液,防腐性能更好。本实用新型广泛用于一些**厂和大型体育馆的侧面。在一些展览中心、车站、码头和民用建筑中,可以看到楼梯也分为焊接式和螺栓式两种。当然,整个产品本身也是热镀锌钢格板,可以搭配一些大栏杆。 , 同时这个产品看起来真的很漂亮。当设备特别简单易保护时,按照国家生产标准制造,也将符合国家施工标准。但也可以根据客户的需要进行裁剪。在切割要求比较高的情况下,精度更准确,因为尺寸的大小会直接影响安装,客户的产品是不会满意的。切割前,工人应准备以下安装措施: 切割前,工人应佩戴防护眼镜和口罩,防止异物进入眼睛。切割过程中也会产生灰尘,戴口罩不会吸收灰尘。戴上手套和工作服以防止杂物接触皮肤会引起,特别是走道踏板采用热镀锌钢格板,防止表面涂层金属被人踩下,不仅具有防滑作用。

钢格板 当通过将扁钢直接放置在模具上而不是拉直扁钢进行焊接时,格网矩阵中的内应力被假定为在外观上是直的。实际上,此时假设在比较强的钢格板的内应力上加上了较强的外力(如高温、打浆、捏合),内应力就会暴露出来。如何防止热镀锌钢格板在焊接时变形?虽然钢格板在包装和运输过程中外观变为水平弓形,但扁钢先矫直后焊接。假设扁钢呈现弯曲的锯齿形状,而不是在焊接时对扁钢进行矫直,而是将扁钢直接焊接到模具上并呈现笔直。事实上,此时已经存在强烈的内应力对比。热镀锌前,镀锌钢格板生产厂家应做好准备:钢格板进入热镀锌槽前的母材表面应清洁无污染。这里推荐酸洗作为清洁表面的简单方法,但应避免过度酸洗。酸洗前应清除表面不能用酸洗去除的油渍、油漆、焊渣等污物。格栅板加工后,格栅板表面应尽量大,无气孔、无缩孔,孔缝或焊接面应采用喷砂、喷丸、电解酸洗等方法处理。网格质量的决定因素!钢格板厂家需要知道钢格板表面的粗糙度对锌层的厚度和锌层的结构也有影响,因为钢格板表面的不平整度通常在热镀锌后仍然存在,先,热浸镀锌后结构依然存在。酸洗前可对钢格板进行喷砂和粗磨,使表面粗糙。热镀锌的锌层比纯酸洗的锌层厚。热镀锌钢格栅色泽鲜艳,透气通透,具有现代装饰气息。设备上有焊接和夹紧两种方式,可根据实际情况选择。
钢格板与钢格板焊接时,应选择合适的焊件装配顺序,避免整体装配中出现过大的装配应力。由于装配体的整体刚度和不同装配阶段重心位置的变化,装配后的钢格板焊接部位会产生不适当的应力。一般来说,装配和焊接顺序不当会直接影响焊接质量。此外,不锈钢格栅在装配过程中可能会产生新的残余应力。如果新的残余应力大于临界变形应力,焊件就会变形。因此,应尽量减少或避免装配应力。 钢格板 2.受焊接工作尺寸的影响 对于中国不锈钢格板焊接技术,焊接工艺尺寸与钢格板焊接部位挠度和变形的发展密切相关。我国不锈钢格板的位置也会对我国不锈钢格板在焊接过程中的变形产生重要影响。不对称排列会导致焊件弯曲变形。钢格板焊件截面中性轴越靠近焊缝,弯曲变形能力越小;相反,焊件截面的中性轴离焊缝较远。 ,比较简单,弯曲变形程度越大。 钢格板 3、钢格板焊接过程中,在局部高温热源的作用下,焊缝区域在局部热源的作用下迅速加热,部分熔化。该区域的材料被加热,扩大了焊接区域,而钢格板周围相对较冷的区域限制了焊接区域,产生了弹性热应力。随着温度的升高,材料的屈服应力限急剧下降,热弹性应力超过屈服限,产生热压缩。在冷却过程中,焊缝区材料的收缩受焊缝区周围温度场不均匀的影响,导致不均匀的收缩变形。不锈钢格栅的焊接对热输入非常敏感。输入热源能量的控制非常重要。热能输入越大,收缩变形越大,热能输入越小,收缩变形越小。因此,在焊缝成形良好的情况下,输入热源应尽可能小。
http://www.gzmggb.com